
文章针对农业机械使用的渐开线内花键齿轮,在热处理渗碳淬火中内花键易产生轴向锥度、M 值超差、塞规不过等现象, 对本公司生产的内花键齿轮进行原材料、锻造正火、拉花键、热处理的各环节多次试验,然后通过数据分析、归纳总结、工艺改进,对齿 轮内花键变形的产生原因做多元化的分析,并采取工艺措施来控制,从而提升产品质量。
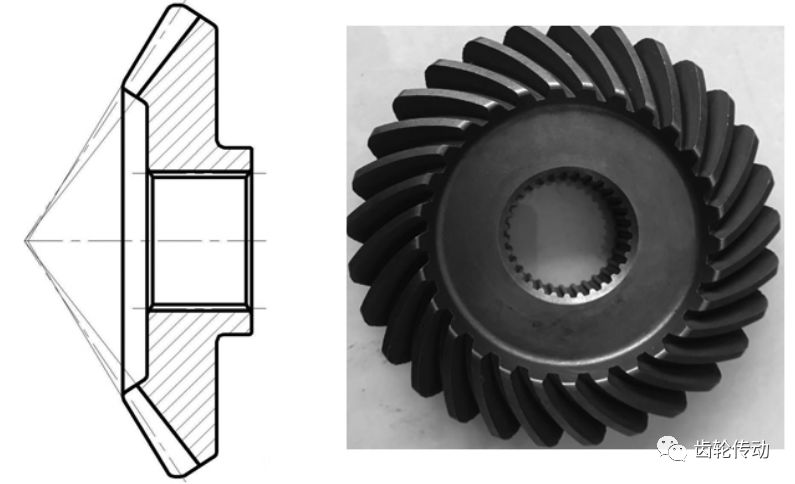
目前农业机械中,也普遍的使用了同步器结构,如大中型拖拉机,这样渐开线内花键齿轮结构慢慢的变多,而这类齿轮由于结构较复杂、不对称、壁厚较薄,在热处理渗碳淬火后,造成齿轮内花键跨棒距 M 值超差,内花键产生较大的轴向锥度,综合塞规不能通过,造成装配困难等问题。由此客户质量抱怨较多,甚至要求质量索赔。(图 1)齿轮工艺改进前内花键检测结果为:跨棒距M值最大缩量为 0.13mm,内花键轴向锥度为 0.10mm,综合塞规通过率为 50%。
影响齿轮内花键变形的因素很多,有原材料、锻造与正火工艺、冷加工拉花键工艺、热处理工艺等方面。
齿轮用钢的冶金质量:钢材的纯净度、疏松度、夹杂物、晶粒度、带状组织、淬透性等均会直接影响齿轮热处理工艺中的变形。在齿轮钢选用上,要做到厂家稳定、规格稳定、确保冷加工拉刀尺寸的稳定性与热处理工艺的稳定性,来保证更多时间与精力在关键工序如热处理工艺上进行工艺试验与改进。我公司在材料选用上较稳定。
锻造目的是为了锻件内部致密且组织均匀,有利于最 终热处理渗碳淬火时的工件变形,但锻造过程中的氧化、 脱碳、过热、过烧及锻造裂纹等缺陷,都将影响齿轮内花键的变形。正火目的是为得到均匀的正火组织和晶粒度,改善切削加工性能。但正火方式和正火工艺的选用:普通正火还是等温正火;正火参数的选用:正火温度、正火保温时间、正火冷却速度与冷却方式。这些都将会影响齿轮内花键的变形。
齿轮的内花键加工,可以用插齿工艺与拉花键工艺, 但从生产效率与经济性考虑,大多采用拉花键工艺,但花键拉削方式卧式拉削还是立式拉削、 拉削速度的选用、拉削工件定位端面的选择、拉刀尺寸的选用都将影响齿轮内花键的质量。
渗碳淬火是20CrMnTi 材料渐开线内花键齿轮热处理的重要工序,目的是改善齿轮表面与心部组织,提高表面硬度和耐磨性,提高齿轮强度。但渗碳淬火同时也会造成齿轮内花键较大的热处理变形,而且是造成齿轮变形最重要、最复杂的因素。
淬火参数的选择:淬火温度、淬火介质;工件装炉方式的选择:叠装、串装、挂装等方面都将对齿轮内花键变形产生影响。
对于20CrMnTi 的内花键齿轮要求采用等温正火工 艺,正火温度要求高于最终热处理渗碳温度的 880℃,控制正火温度 930℃,这样可有效地控制热处理变形。正火保温时间为了充分消除锻坯的残余应力,细化晶粒,降低内花键齿轮在最终热处理过程中的变形,保温时间控制在1 小时。正火冷却速度的控制是为得到适合的正火硬度与较均匀的正火组织,改善切削性能。并且要求根据天气与季度调整冷却方式,控制正火硬度HB160-207 及硬度差,控制正火金相组织 3 级。
通过多次拉削试验,在卧式拉床,无论齿轮大端面定位,还是小搭子端 面定位,由于小搭子端壁厚较薄,产生塑性变形,小搭子端的跨棒距 M 值要 小 0.01~0.02mm,产生轴向锥度。在立式拉床拉削,内花键轴向锥度要小些, 且跨棒距 M 值一致性更稳定。通过多次冷热配合试验、重新调整拉刀尺寸,确保热处理后达到图纸要求。规定拉花键工艺:采用立式拉床拉内花键,拉刀尺寸调整为 M=34.78- 34.81,选择拉削速度 1.5-1.8m/min,拉削过程重视内花键表面上的质量,及时重磨或更换拉刀。
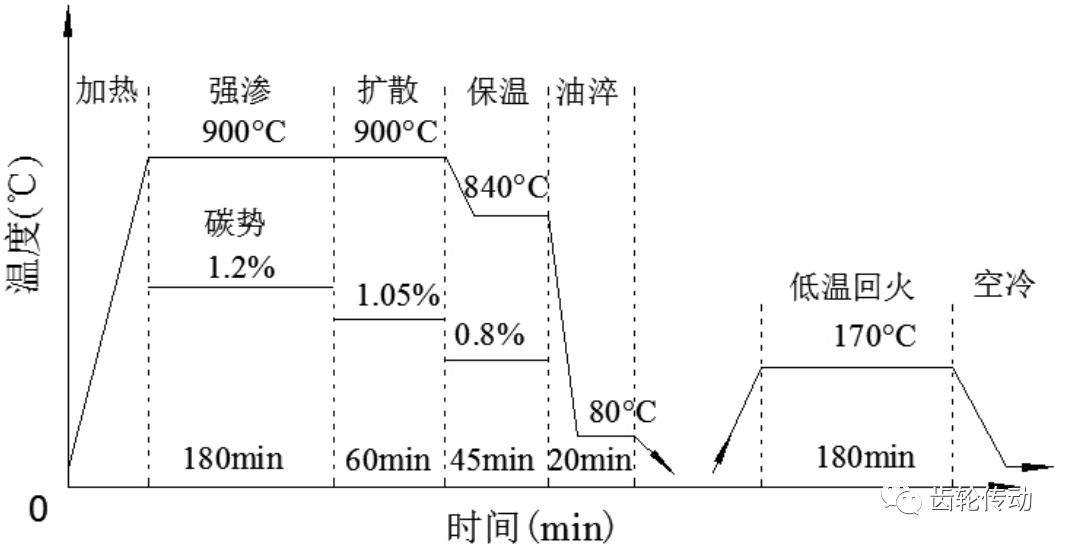
(图 1) 内花键齿轮的热处理加工工艺 lpsen 多用炉设备上加工,热处理采用渗碳后降温直接淬火的工艺,同时为了能够更好的保证淬火后表面有高的硬度和耐 磨性,为降低淬火残余应力和脆性,在淬火后进行低温回火。工艺基本流程如图2所示。
渗碳淬火作为内花键齿轮的最终热处理工序,是齿轮变形最重要的一环,是控制齿轮热处理变形至关重要的工序。因此,对内花键齿轮在常规渗碳淬火工艺的基础上, 采取了如下工艺改进措施:
热应力是齿轮内外温度差异引起的,渗碳过程中齿轮外表面温度最高,内花键温度最低,温差可达 200℃。因齿轮外表面温度高,体积膨胀,对心部产生压应力;而心部温度低,膨胀较小,对表层产生拉应力。故为减小变形渗碳温度把原来的 900℃调整为 880℃。
淬火温度越高,在淬火过程中产生的组 织应力越大,变形也越大。故为减少变形,选择淬火温度时,要保证渗层中不出现非马氏体组织,在确保齿轮硬度的前提下,尽可能地选择较低的淬火温度。为此选择淬火温度为 840℃。
在其他工艺参数稳定不变的情况下,装炉方式与补偿方法至关重要。根据(图 1)产品的结构,咱们进行了多种方案的试验。采用传统叠装方式:由于齿轮接触面较大,使炉内各工件温度的均匀性和渗碳气氛的流动性降低。同时淬火时,淬火油较难均匀透入,所以这种装炉方式,齿轮内花键变形较大。采用“X”芯轴挂装:将叠装改挂装,保证了各工件温度的均匀性、渗碳气氛的流动畅通,从而使齿轮表面渗层较均匀。淬火时、淬火油也能较均匀的透入,试验根据结果得出挂 装比叠装变形要小。采用“X”芯轴挂装加补偿套(图 3):由于内花键齿轮大端与搭子端不对称,小搭子端壁厚较薄,淬火时冷却速度快,对应端的内花键缩量大,造成了轴向的锥度,针对这现象,在齿轮的小搭子外圆套上一个补偿套(图 4),同时采 用“X”芯轴挂装,这样在渗碳淬火中有效地控制了内花键 的缩量,又减慢小搭子端内花键的淬火冷却速度,减少了轴向的锥度。通过多批次生产,该工艺的改进达到较满意地效果:内花键 M 值变动量控制在 0.08mm 以内,达到图纸要求;内花键轴向锥度控制在 0.05mm。花键综合塞规检测通过率达到 98%以上。满足了产品质量发展要求。
上一篇: 齿轮轴的齿轮和内花键测绘后的参数计算
下一篇: 奔驰eqc重量是多少?


![机械原理动图]丝杠传动组织运转原理-机械设计经典组织动画](/mb/static/picture/1-1pq5101q1n5.jpg)

